تکنولوژی برش لیزری
لیزر مخفف عبارت: Light Amplification by Stimulated Emission of Radiation است. این تکنولوژی برای استفاده در فناوری برش و سایر موارد مشابه مناسب است. برش لیزر همچنین به عنوان برش پرتو لیزر شناخته می شود - عمدتاً در مواردی استفاده می شود که نیازمند دقت و سرعت بسیار بالایی است. برای مثال، فلزات در ضخامت نسبتاً نازک باید با بالاترین دقت و با بالاترین سرعت پردازش برش داده شوند. اما همچنین چوب یا پلاستیک را نیز می توان با این فناوری پردازش کرد. لیزر وسیله ای است که به عنوان تقویت کننده تابش الکترومغناطیسی استفاده می شود. این تابش ممکن است فرکانس نور مرئی را داشته باشد یا نداشته باشد. لیزر یک تشعشع بسیار قوی با خواص خاص منتشر می کند. اول، تابش تک رنگ یا تابش یک فرکانس است. برای نور مرئی، این بدان معنی است که یک رنگ است - بر خلاف نور معمولی، که مخلوطی از تمام رنگ های رنگین کمان است. تابش تک رنگ از نظر زمانی منسجم است. یکی دیگر از ویژگی های مهم، انسجام فضایی آن است که امکان انتقال تابش لیزری را به صورت پرتو نازک پراکنده نشده و تمرکز آن در یک نقطه کوچک را فراهم می کند.
لیزر چگونه کار می کند؟
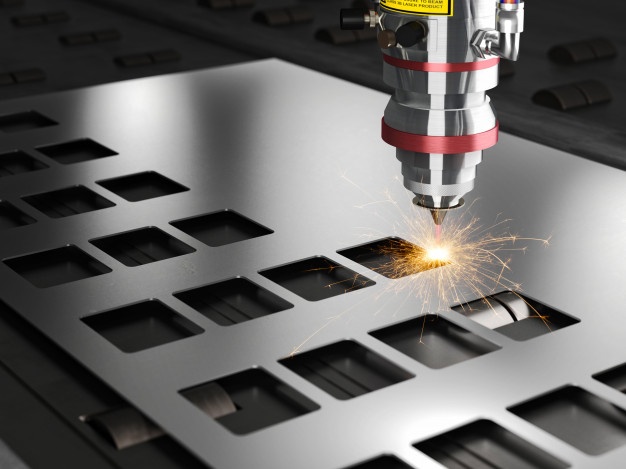
پرتو لیزر ستونی از نور با شدت بسیار بالا، یک طول موج یا یک رنگ است. در مورد لیزر CO2 معمولی، این طول موج در قسمت مادون قرمز طیف نور است، بنابراین برای چشم انسان نامرئی است. فوکوس پرتو لیزر را می توان توسط یک عدسی مخصوص یا توسط یک آینه منحنی انجام داد و این در سر برش لیزر انجام می شود. پرتو باید دقیقاً متمرکز شود تا شکل نقطه کانونی و چگالی انرژی در آن نقطه کاملاً گرد و ثابت باشد و در مرکز نازل باشد. با متمرکز کردن پرتو بزرگ به یک نقطه، چگالی گرما در آن نقطه بسیار زیاد می شود. در مورد استفاده از ذره بین برای متمرکز کردن پرتوهای خورشید بر روی یک برگ فکر کنید و اینکه چگونه می تواند آتش را ایجاد کند. اکنون به تمرکز 6 کیلووات انرژی در یک نقطه فکر کنید و می توانید تصور کنید که آن نقطه چقدر داغ می شود. چگالی توان بالا باعث گرم شدن سریع، ذوب شدن و تبخیر جزئی یا کامل مواد می شود. هنگام برش فولاد ملایم، گرمای پرتو لیزر برای شروع فرآیند سوزاندن معمولی «سوخت اکسیژن» کافی است و گاز برش لیزری اکسیژن خالص خواهد بود، درست مانند یک مشعل سوخت اکسیژن. هنگام برش فولاد ضد زنگ یا آلومینیوم، پرتو لیزر به سادگی مواد را ذوب می کند و نیتروژن با فشار بالا برای دمیدن فلز مذاب از پوسته استفاده می شود. در دستگاه برش لیزری CNC، سر برش لیزری به شکل قسمت مورد نظر روی صفحه فلزی حرکت داده می شود و به این ترتیب قطعه از صفحه خارج می شود. یک سیستم کنترل ارتفاع خازنی فاصله بسیار دقیقی را بین انتهای نازل و صفحه ای که در حال برش است حفظ می کند. این فاصله مهم است، زیرا تعیین می کند که نقطه کانونی نسبت به سطح صفحه کجا باشد. کیفیت برش را می توان با بالا بردن یا پایین آوردن نقطه کانونی از بالای سطح صفحه، روی سطح یا درست زیر سطح تحت تأثیر قرار داد. بسیاری از پارامترهای دیگر نیز وجود دارند که بر کیفیت برش تأثیر میگذارند، اما زمانی که همه آنها به درستی کنترل شوند، برش لیزری یک فرآیند برش پایدار، قابل اعتماد و بسیار دقیق است.
چرا از لیزر برای برش استفاده می شود؟
لیزر برای اهداف بسیاری استفاده می شود. یکی از روش های استفاده از آنها برای برش صفحات فلزی است. در فولاد نرم، فولاد ضد زنگ و ورق آلومینیومی، فرآیند برش لیزری بسیار دقیق است، کیفیت برش عالی را به همراه دارد، دارای پهنای بسیار کوچک و ناحیه تأثیر حرارت کوچک است و امکان برش اشکال بسیار پیچیده و سوراخ های کوچک را فراهم می کند. بسیاری از مردم می دانند که کلمه "LASER" در واقع مخفف کلمه "تقویت نور توسط انتشار تشعشعات تحریک شده" است.
انواع لیزر
با توجه به نوع محیط می توان لیزرهای حالت جامد، مایع، گاز، پلاسما و لیزرهای نیمه هادی را تشخیص داد. از جمله پرکاربردترین لیزرها در صنعت می توان به لیزرهای یاقوتی، لیزرهای YAG (یتریوم-آلومینیوم گارنت) یا به اصطلاح لیزرهای فیبر اشاره کرد. لیزرهای CO2 پرمصرف ترین لیزرهای گازی هستند. لیزرهای نیمه رسانا که لیزرهای دیود نیز نامیده می شوند نیز بسیار مورد استفاده قرار می گیرند. با توجه به حالت های زمانی عملکرد، می توانیم لیزرهای پیوسته و پالس را تشخیص دهیم. دومی در فلاش هایی که گاهی فقط صد میلیونم ثانیه طول می کشد، تشعشع می کنند. پرتو از منبع معمولا توسط یک فیبر نوری هدایت می شود.
کاربرد لیزر
وظیفه لیزر در کاربردهای صنعتی این است که یک پرتو تشعشع ایجاد کند و آن را به جایی که لازم است برساند، جایی که بتواند مواد فرآوری شده را گرم کند. بسته به پارامترهای فرآیند، لیزر را می توان برای علامت گذاری، جوشکاری یا برش مواد استفاده کرد. هنگام برش، مواد ذوب شده و تبخیر می شوند، می سوزند یا توسط جریان گاز منتقل می شوند. سطح برش از کیفیت بسیار بالایی برخوردار است. لیزر برای برش مواد به ضخامت 10-15 میلی متر و به ویژه فولاد نرم، آلیاژهای فولادی، آلومینیوم و آلیاژهای آن مناسب است. فرآیند برش بسیار کارآمد و دقیق است که توسط کامپیوتر کنترل می شود. به دلیل قطر پرتو بسیار کوچک، منطقه تحت تأثیر حرارت بسیار کوچک است.