RADOX CUTTING CNC MACHINE, ROBOTIC & AUTOMATION
دستگاه برش فایبر لیزر سیانسی CNC (فلزات)
ویژگی ها
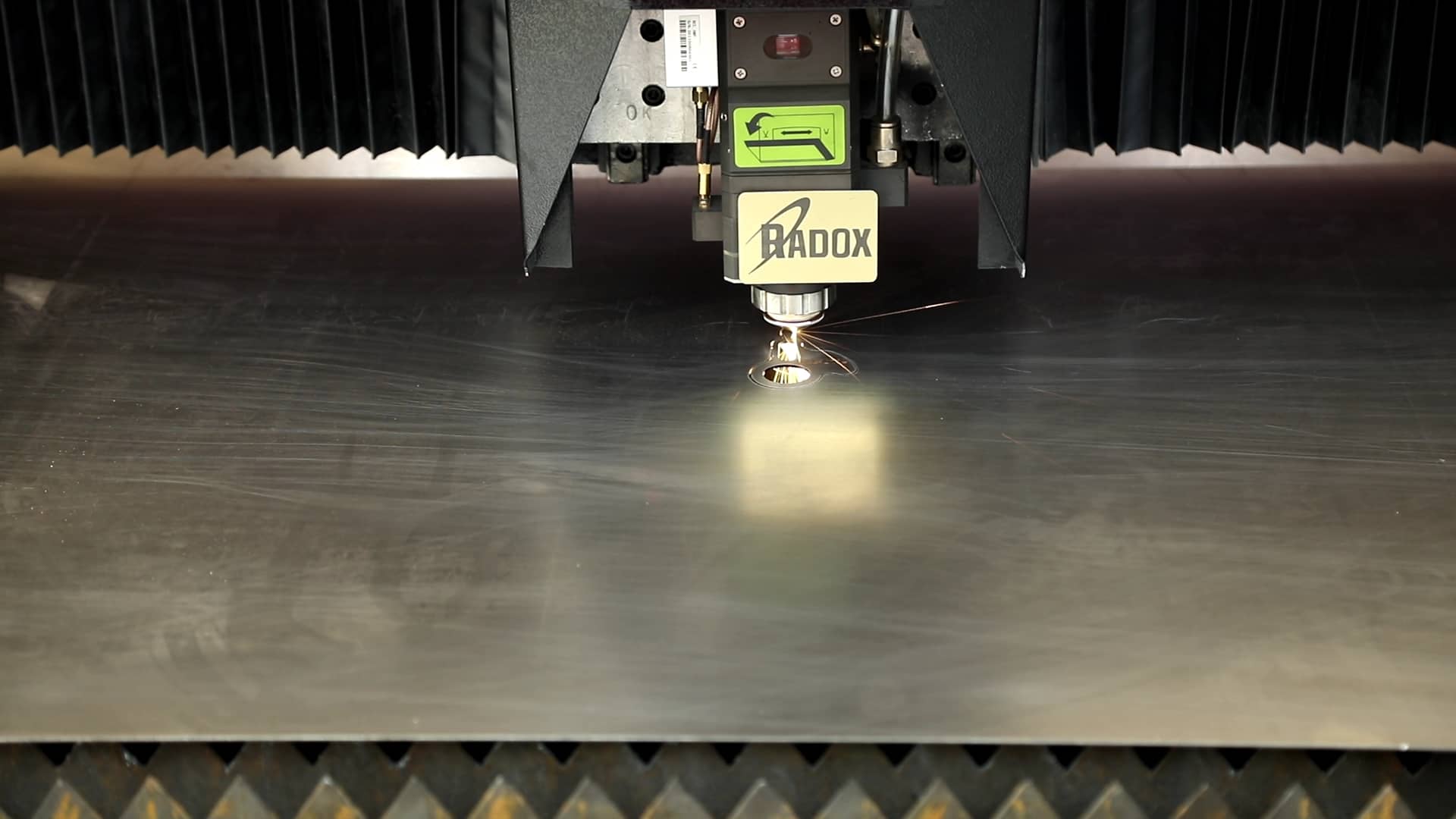
برش فایبر لیزر یک فرایند برش حرارتی برای فلز است . پرتوی لیزر توسط منبع لیزر توسط منبع لیزر(رزوناتور)ساخته شده است که در آن یک لنز پرتو را با قدرت بالا و در قطر بسیار کوچک به ورق تابانده و آن را ذوب میکند
مزیت های شرکت رادوکس برای مشتریان برش سی ان سی لیزر :
1. دستگاه برش سی ان سی لیزر مطابق با پیشرفته ترین و دقیق ترین دستگاه روز دنیا
2. تحویل در کمترین زمان
3. با نازلترین قیمت
4. تخفیف های ویژه برای مشتریان دائمی
5. امکان خرید به صورت اقساطی
6. دارای سایت مرکزی با وسعت بیش از 60.000 متر مربع
7. مجموعه سالنهای بیش از 12.000 متر مربع
قابلیت برش سی ان سی لیزر :
1. قابلیت برش انواع ورق های آهن،استیل،آلومینیوم و مس
2. از ضخامت 0/2 میلیمتر تا 200 میلیمتر با دقت ±0/01 میلیمتر
نکات مهم برش سی ان سی لیزر :
زاویه کونیک: به معنای تغییر قطر سوراخ در ضخامت برش است.
تولید پلیسه: قطعا هر چه پلیسه تولید شده بعد از برش کمتر باشد کیفیت نهایی بهتر بوده و نیاز به فرآیند ماشین کاری ثانویه کمتر میشود.
کرف (Kerf): کرف در واقع کوچک ترین شعاع قابل برش را مشخص میکند که وابسته به ضخامت ورق می باشد و بهتر است در طراحی لحاظ گردد. به عنوان مثال گوشههای بسیار تیز باید r ای حداقل معادل با کرف داشته باشد. همچنین حداقل سوراخهای قابل ایجاد در ورقهای فلزی وابسته با ضخامت ورق است. بدیهی است که هر چه کرف دستگاه کمتر باشد قابلیت برش کانتورهای پیچیدهتر و دندههای ریز ضخیم، بیشتر می شود.
سرعت برش: بستگی زیادی به قابلیتهای دستگاه و توان اشعه لیزر دارد. هرچه توان دستگاه بالاتر باشد امکان بالاتر بردن سرعت برش را فراهم میآورد.صافی سطح: یکی از مهمترین پارامترها در برش صافی سطح و عدم اکسید شدن میباشد که با تلفیق تکنولوژیهای مختلف و تنظیم صحیح و با دقت پارامترهای کنترلی همچون نوع گاز، فشار گاز، سرعت برش و تنظیم توان اشعه لیزر ایجاد میشود.

توضیحات
RADOX
دستگاه های برش CNC فایبر لیزر RADOX با پیشرفته ترین و قدرتمند ترین سورسهای لیزر بین المللی تجهیز شده و این ترکیب برشهایی با کیفیت بسیار بالا و دقت های بی بدیلی را روی انواع مواد فلزی ایجاد می نماید. تکنولوژی بسیار بالای مورد استفاده در دستگاه های برش CNC فایبر لیزر RADOX باعث پایین آمدن هزینه های جاری برشکاری شده و رقابت پذیرترین روش برشکاری با لیزر را می توان ارائه نمود.
تکنولوژی بکار رفته در فایبر لیزر RADOX امکان برش انواع فلزات رنگی را میسر نموده و این در حالی است که با تکنولوژی قدیمی لیزرهای CO2 امکان آن وجود نداشت. سورس های لیزر در تمامی ظرفیت از ظرفیت های پایین تا 80000W قابل تامین بوده و قابل نصب روی انواع CNC ها می باشد.
نکات مهم در آشنایی با دستگاه برش فلزات
برش فلزات به وسیله دستگاه فایبر لیزر، نوعی برش غیرتماسی است که بر اساس فرآیند تولید حرارت از گرمای کانونی و انرژی حرارتی تولید شده توسط دستگاه لیزر، از دریچهای باریک به هدف برش نشانه گرفته میشود تا قسمت مورد نظر را برش دهد. در مقایسه با روش های برش سنتی، برش لیزری مزایای زیادی دارد. انرژی متمرکز کامل ارائه شده توسط دستگاه فایبر لیزر و کنترل CNC می¬تواند مواد را با ضخامت های مختلف و اشکال پیچیده به دقت برش دهد.
دستگاه برش فایبر لیزر می¬تواند به تولید با دقت بالا و تحمل کم، کاهش ضایعات مواد و تنوع فرآیندی مواد کمک نماید. فرآیند برش لیزری دقیق می¬تواند به طور گستردهای در تعدادی از کاربردهای تولیدی مورد استفاده قرار گیرد و به یک دارایی ارزشمند در صنعت تبدیل شده است. استخراج قطعات پیچیده و ضخیم با انواع مواد، از اشکال سه بعدی هیدروفرم شده تا صنعت الکترونیک دقیق برای تکمیل قطعات فلزی یا پلاستیکی و بردهای مدار استفاده می¬شود. از کارگاههای فرآوری گرفته تا کارگاه های کوچک تا تاسیسات صنعتی بزرگ، مزایای زیادی برای تولید کنندگان به همراه دارد. ما چند دلیل برای استفاده از دستگاه برش فایبر لیزر برای فلزات را بیان کرده ایم. آن ها همچنین مزایای بسیاری را برای تولید کنندگان به ارمغان می¬آورند.
دقت عالی
دقت و کیفیت لبه مواد برش لیزری بهتر از آن هایی است که با روشهای سنتی برش داده می¬شوند. برش لیزری از یک پرتو کاملا متمرکز استفاده می¬کند که به عنوان یک منطقه متاثر از حرارت در طول فرآیند برش عمل می¬کند و آسیب حرارتی قابل توجهی به سطح مجاور وارد نمی¬کند. علاوه بر این، فرآیند برش با گاز فشار بالا معمولا برای دقت عمل کمتر مناسب است؛ پردازش دستگاه فایبر لیزر تمیزتر است و لبه های اشکال و طرح های پیچیده صاف تر هستند. دستگاه برش لیزری دارای عملکرد کنترل عددی کامپیوتری (CNC) است و فرآیند برش لیزری را می¬توان به طور خودکار با یک برنامه از پیش طراحی شده کنترل کرد.
بهبود ایمنی در محیط کار
حوادث مربوط به کارکنان و تجهیزات در محل کار تأثیر منفی بر بهرهوری و هزینه های عملیاتی شرکت دارد. کار پردازش و جابجایی مواد، از جمله برش، مناطقی هستند که حوادث اغلب در آن ها رخ می¬دهد. استفاده از لیزر برای برش حوادث را کاهش می¬دهد. از آنجایی که این یک فرآیند غیر تماسی است، به این معنی است که دستگاه به طور فیزیکی مواد را پردازش نمیکند. علاوه بر این در هنگام برش نیازی به مداخله اپراتور در طول فرآیند برش لیزری وجود ندارد، به طوری که تمامی دستورات در داخل دستگاه مهر و موم شده حفظ می¬شود. به طور کلی به استثنای کارهای بازرسی و نگهداری، برش لیزری نیازی به مداخله دستی ندارد.
افزایش انعطافپذیری مواد
علاوه بر برشهای هندسی پیچیده با دقت بالاتر، دستگاه برش لیزری فلزات همچنین به سازندگان اجازه می¬دهد تا بدون تغییرات مکانیکی، با استفاده از مواد بیشتر و طیف وسیعتری از ضخامت، برش را انجام دهند. با استفاده از یک یاتاقان با سطوح خروجی، شدت و طول متفاوت، برش لیزری می¬تواند فلزات مختلف را برش دهد و اصلاحات ماشین مانند می¬تواند مواد با ضخامت های مختلف را به درستی برش دهد. قطعات CNC یکپارچه را می¬توان خودکار کرد تا عملکرد بصری بیشتری را ارائه دهد.
EXTRA OPTION
Table chan
گارانتی 2 سال .خدمات پس از فروش 15 سال
با متخصصین شرکت بصورت تلفنی در ارتباط باشید
خانم مهندس جهانبخشی 09129464402
معرفی کامل دستگاه برش فایبر لیزر CNC
در گذشته معمولا از ارههای مخصوص و روشهای مکانیکی و سنتی برای برش اجسام و قطعات استفاده میشد ولی در سالهای اخیر و بعد از پیدایش تکنولوژی لیزر صنعتگران از دستگاههای برش لیزر cnc برای برش اجسام و قطعات استفاده کردند که این روش نسبت به روشهای مکانیکی مزیتهای قابل توجهی داشت.
سهولت در بهکارگیری، افزایش سرعت کار،کاهش قابل توجه میزان خطای کار، امکان ایجاد طرحهای پیچیده و حکاکی بر روی اجسام فلزی و چوبی،کیفیت و تمیزی (عدم وجود لبههای اضافی در قسمتهای برش خورده) محصول نهایی از جمله خدمات دستگاه برش لیزر cnc به جای برشهای مکانیکی و سنتی است.
برش لیزری چیست؟
در واقع فناوری است که در آن از دستگاه لیزر سی ان سی اشعه لیزر برای برش اجسام و قطعاتی نظیر چوب، فلزات (آهن، آلومینیوم، مس، روی و … ) استفاده میشود؛ و نوعاً از این فناوری در زمینه صنعت استفاده میشود.
جالب است بدانید که در این روش امکان تاب برداشتن جسم در هنگام فرآیند برش بسیار کم است زیرا که ناحیه موثر حرارتی در این فرآیند بسیار کوچک است. هر چند که سرعت و کیفیت در برش لیزر در قیاس با سایر روشهای برش مثال زدنی است اما ذکر این نکته بسیار حائز اهمیت است که دستگاههای برش لیزری نمیتوانند ضخامتی بیشتر از ضخامت برش دستگاههای پلاسما را برش دهند.
دستگاههای تولید لیزر میتوانند انواع مختلفی از لیزر را ایجاد نمایند. که از انواع آن میتوان به لیزر گازی، لیزر شیمیایی، لیزر رادیو اکتیو و لیزر جامد اشاره کرد.
هر کدام از دستگاههای لیزر، سخت افزار و نرم افزار مختص خود را دارند و اپراتور دستگاه ملزم است قبل از کار با هر کدام از دستگاههای لیزر نسبت به نرم افزار و سخت افزار آن دستگاه اطلاعات کافی را داشته و دورههای آموزشی مرتبط با آن را طی کند.
اپراتور دستگاه لیزر در دورههای آموزشی نحوه تنظیم قدرت و سرعت برش لیزر ، شیتبندی سفارشات، چیدن بهینه قطعات با کمترین پرتی و ... را آموزش می بیند.
طرز کار دستگاه برش فایبر لیزر cnc
فرایند کار به این نحو میباشد که ابتدا اجسام و قطعاتی که قرار است به وسیله لیزر برش داده شوند توسط نرم افزارهای نقشه کشی و طراحی از قبیل اتوکد، کورل دراو و ادوب ایلوستراتور و با ابزارخط طراحی شوند، در واقع خطوط طراحی شده محل عبور نور فوکوس لیزر از آن نواحی میباشد.
سپس در گام بعد با توجه به جنس اجسام اقدام به تنظیم سرعت و قدرت دستگاه میپردازیم تا بهترین کیفیت و بیشترین بهره وری را داشته باشیم. حال بعد از بارگذاری فایل آماده شده در نرم افزار ویژه برش لیزر و تنظیمات دستگاه برش، فرآیند برش آغاز میگردد.
اشعه لیزر تولید شده (توسط دستگاه که از طریق تخلیه الکتریکی در یک محفظه بسته شکل میگیرد و یا حاصل از تحریک موادی که قدرت تولید اشعه هستند) توسط لولههای مخصوص از قسمت سر دستگاه به وسیله آیینه و فیبر نوری به لنز دستگاه منتقل میشوند.
اما از آنجایی که اشعه خارج شده فاقد قدرت لازم جهت برش دقیق قطعات میباشد، لازم است نور خارج شده با کمک لنز فوکوس به حالت نقطهای درآمده تا قدرت آن چندین برابر شده و توانایی برش اجسام و قطعات را داشته باشد.
در مرحله آخر برخی از مواد برش تصعید شده و یا به صورت برادهها و مواد اضافی در محل برش باقی میمانند. که این براده ها و مواد اضافی توسط گازی که همراه با لیزر به قطعه وارد میشود، پاک سازی گشته و سطحی کاملا صاف از برش لیزر حاصل میگردد.
درحال حاضر گروه صنعتی رادوکس در خاورمیانه به عنوان قطب اصلی در این صنعت شناخته میشوند، و در این مجموعه کلیه خدمات برش فایبر لیزر بر روی انواع متریال و سایر خدمات همچون خمکاری، جوشکاری ، تراشکاری و ... به روش مدرن با بهترین و بهروزترین دستگاههای روز دنیا صورت میپذیرد.
ویژگی های دستگاه برش فایبر لیزرCNC در مقایسه با روش سنتی
برش لیزی در مقایسه با روش هایی که در گذشته ها مورد استفاده قرار می گرفته است دارای مزایایی است که در ادامه به بررسی آن ها خواهیم پرداخت.
در برشی که توسط لیزر صورت می گیرد دیگر از روش هایی هم چون قالب سازی و پرس کاری استفاده نمی شود. همچنین قطعاتی که توسط دستگاه CNC برش خورده اند دیگر نیازی به ماشین کاری نخواهند داشت.
قطعات برش خورده توسط دستگاه CNC در هیچ نقطه ای از سطح خود سوختگی ای نخواهند داشت.
اشعه ای که در حین برش لیزی تولید می شود در حالت کانونی تابیده شده در نتیجه دمای قطعه مورد نظر ما دچار تغییر چندانی نخواهد شد و همین امر باعث می شود تا ویژگی های مکانیکی و فیزیکی ماده مورد نظر ما حفظ شود.
به دلیل این که دستگاه CNC دارای منبعی با توان بالا است در نتیجه سرعتی که توسط آن قطعات توسط لیزر برش می خورند بسیار بالا خواهد بود.
یکی از ویژگی های بسیار خوب استفاده از دستگاه CNC این است که می توان با کمک آن طرح های بسیار پیچیده و یا نقشه هایی طراحی نمود که در حالت دو بعدی هستند. طراحی نقشه های مورد نظر به وسیله اتوکد و ... صورت می گیرد.
هنگامی که بر روی قطعه مورد نظر برش ایجاد می شود به دلیل این که فشاری بر آن وارد نمی گردد در نتیجه لبه های قطعه از له شدن در امان می مانند.
برش فلزات با دقت خاصی صورت می گیرد و این امر بستگی به ضخامت قطعه مورد نظر ما دارد.
انواع مختلف برش فایبر لیزر CNC
عمل برش توسط دستگاه برش لیزر CNC به دو دسته تقسیم می شود. این دو دسته شامل برش فایبر لیزر فلزات و برش لیزر غیر فلزات است. در ادامه راجع به این دو روش توضیحاتی به شما خواهیم داد.
دسته اول: برش لیزری دسته غیر فلزی
این روش برش برای بسیاری از مواد کاربرد دارد. از جمله پلکسی گلاس، ورق هاMDF، پارچه، لاستیک، چرم و ...
دستگاه برش فایبر لیزر CNC با لیزرهایی کار می کند که از گاز دی اکسید کربن استفاده می کنند. در این روش برای بریدن قطعاتی غیر فلزی مانند سرامیک، شیشه، کاشی و .. می توان استفاده کرد.
روش دوم: برش لیزری برای مواد فلزی
روش های بسیار مختلفی برای برش فلزات وجود دارد که از جمله آن ها می توان به برش لیزی، هوا برش، پلاسما و واترجت اشاره کرد. از برش توسط لیزر در مواقعی استفاده می شود که فلز مورد نظر ضخامت پایینی داشته باشد. برای مثال فلزهایی که که ضخامتی پایین تر از هشت میلی متر دارند برای این امر بسیار مناسب می باشند. همچنین اگر تلورانس نیز پایین باشد می توان از این روش استفاده کرد. تلورانس به دقت برش دستگاه اشاره دارد که هرچه دقت بالاتر باشد کیفیت بهتر خواهد بود. تعدادی از دستگاه های برش می توانند حتی فولاد را تا عمق چندین سانتی متر مورد برش قرار دهند ولی به علت این که این دستگاه ها از قیمت بالایی برخوردارند و هچنین هزینه برق شما نیز بالا خواهد رفت در نتیجه عده زیادی خواهان این جور دستگاه ها نیستند.
تعریف تخصصی دستگاه برش فایبر لیزر CNC
همان طور که قبلا نیز به این امر اشاره کردیم با گذشت زمان نیاز به دستگاه های دقیق تر که کار را برای بشر آسان تر کنند بیش تر از پیش احساس می شده است. در نتیجه با پیشرفت علم و دانش تولید دستگاه هایی که کیفیت بهتری دارند در دستور کار قرار گرفت. در هر کاری هر چه میزان دقت بالاتر باشد کیفیت حاصل شده نیز بالاتر خواهد بود. در این راستا برش قطعات از اولین مراحل تولید در سازمان های مختلف است و اگر این برش بهتر صورت بگیرد کیفیت کار شما نیز بالاتر خواهد بود به همین دلیل استفاده از دستگاه هایی که بتوانند این مهم را برای ما فراهم کنند به شدت در کارخانه های مختلف احساس می شده است. در همین راستا بود که اولین بار تولید دستگاه برش فایبر لیزر CNC صورت گرفته است. این دستگاه ها علاوه بر این که از دقت و در نتیجه کیفیت بالاتری برخوردارند هم چنین باعث می شوند که مدت زمان برش فلزات مختلف بسیار کاهش یابد. بهترین دستگاه های برش فایبر لیزر CNC قادرند تا صفحات مختلف را با ضخامت های بالا مورد برش قرار دهند.
ویژگی های استفاده از دستگاه برش فایبر لیزر CNC
دقت بالا در حین برش که می تواند تا حدود یک میلی متر هم باشد.
می توان شکل و طرح های مختلفی را با توجه به نظر مشتری بر روی قطعه مورد نظر ایجاد کرد.
سطح ایجاد شده از صافی بسیار مناسبی برخوردار است.
برش ایجاد شده بر روی قطعه باعث سوختگی آن نخواهد شد.
برش لیزی ضایعات اضافی بسیار کمی ایجاد خواهد کرد.
با استفاده از این برش لیزری می توان سوراخ های بسیار ریزی به اندازه یک میلی متر ایجاد نمود.
گاز مورد استفاده در دستگاه برش فایبر لیزر CNC
برای برش فلزات مختلف از گازهای متفاوتی استفاده می کنند که هر نوع گازی باعث می شود تا برش قطعه مورد نظر بهتر و با کیفیت بالاتری صورت بگیرد. اکثرا از گازهایی همانند اکسیژن و نیتروژن برای برش لیزری استفاده می کنند. بهتر است بدانید که گاز نیتروژن بهتر از سایر گازها می تواند کیفیت برش ما را تضمین کند. پس در نتیجه برای انتخاب گاز مناسب برای عمل برش هم باید به نظر مشتری و هم به نوع فلز مورد نظر توجه نمود. اگر ورق های شما از جنس استیل و یا آلومینیوم باشند به دلیل این که ممکن است در حین برش سیاهی در محل ایجاد شود و یا کیفیت کار انجام شده مناسب نباشد در نتیجه باید از گاز نیتروژن برای به دست آوردن نتیجه بهتر کمک بگیرید.
قیمت دستگاه برش فایبر لیزر CNC
دستگاه برش لیزر در مقایسه با سایر دستگاه ها به روش های متفاوت تری برش را بر روی قطعات مختلف انجام می دهد. همین طور حکاکی صورت گرفته نیز متفاوت است . این دو تفاوت با سایر دستگاه ها سبب می شود که قیمت این دستگاه نیز با سایر دستگاه ها متفاوت باشد.
سوالات متداول
چرا باید از دستگاه برش فایبر لیزر CNC استفاده کنیم؟
استفاده از این تکنولوژی پیشرفته باعث می گردد تا میزان خطای کار کمتر شود و همین طور شما را قادر می سازد تا بتوانید طرح های پیچیده تری را بر روی قطعه خود ایجاد کنید.
دستگاه برش فایبر لیزر CNC برای برش چه موادی می تواند مورد استفاده قرار گیرد؟
شما می توانید از دستگاه برش فایبر لیزر CNC هم برای برش مواد فلزی و هم غیر فلزی استفاده کنید که سرامیک، پارچه و آلومینیوم و ... از جمله این مواد هستند.
مشاوره با کارشناسان رادوکس
ارتباط از طریق واتساپ
ارتباط از طریق واتساپ
شروع مکالمه
یکی از کارشناسان رادوکس را انتخاب و در واتساپ گفتگو کنید.
کارشناسان ما به طور معمول در چند دقیقه پاسخ میدهند.